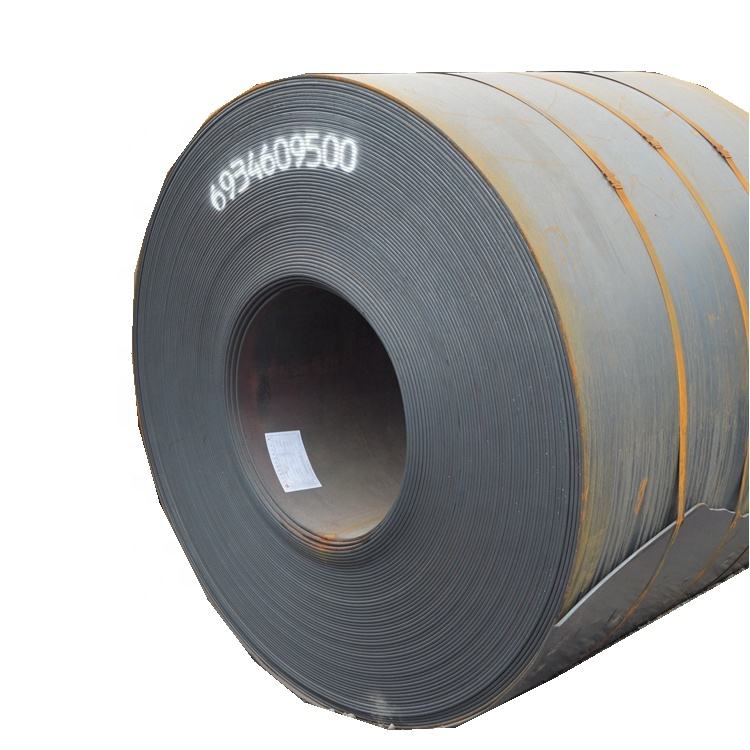

Ss400, Q235, Q345 Sphc ਬਲੈਕ ਸਟੀਲ ਕਾਰਬਨ ਸਟੀਲ ਕੋਇਲ ਆਇਰਨ ਸਟੀਲ ਮੈਟਲ Hr ਹਾਟ ਰੋਲਡ ਸਟੀਲ ਕੋਇਲ
ਹਾਟ-ਰੋਲਡ ਸਟੀਟ/ਕੋਇਲ ਆਖਰੀ ਹਾਟ ਸਟੀਲ ਸਟ੍ਰਿਪ ਮਿੱਲ ਨੂੰ ਮੁਕੰਮਲ ਕਰਨ ਤੋਂ ਲੈ ਕੇ ਸੈੱਟ ਤਾਪਮਾਨ ਤੱਕ ਲੈਮੀਨਰ ਫਲੋ ਕੂਲਿੰਗ ਦੁਆਰਾ ਬਾਹਰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਵਿੰਡਰ ਕੋਇਲ, ਕੂਲਿੰਗ ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਕੋਇਲ, ਉਪਭੋਗਤਾਵਾਂ ਦੀਆਂ ਵੱਖ-ਵੱਖ ਲੋੜਾਂ ਅਨੁਸਾਰ, ਵੱਖ-ਵੱਖ ਫਿਨਿਸ਼ਿੰਗ ਲਾਈਨ (ਫਲੈਟ , ਸਿੱਧਾ ਕਰਨਾ, ਟ੍ਰਾਂਸਵਰਸ ਜਾਂ ਲੰਬਕਾਰੀ ਕਟਿੰਗ, ਨਿਰੀਖਣ, ਤੋਲ, ਪੈਕੇਜਿੰਗ ਅਤੇ ਲੋਗੋ, ਆਦਿ) ਅਤੇ ਇੱਕ ਸਟੀਲ ਪਲੇਟ, ਫਲੈਟ ਰੋਲ ਅਤੇ ਲੰਬਕਾਰੀ ਕਟਿੰਗ ਸਟੀਲ ਸਟ੍ਰਿਪ ਉਤਪਾਦ ਬਣ ਜਾਂਦੇ ਹਨ।ਕਿਉਂਕਿ ਗਰਮ ਰੋਲਡ ਸਟੀਲ ਉਤਪਾਦਾਂ ਵਿੱਚ ਉੱਚ ਤਾਕਤ, ਚੰਗੀ ਕਠੋਰਤਾ, ਆਸਾਨ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਚੰਗੀ ਵੇਲਡਬਿਲਟੀ ਅਤੇ ਹੋਰ ਸ਼ਾਨਦਾਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਇਸਦੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਸ਼ਿਪ ਬਿਲਡਿੰਗ, ਆਟੋਮੋਬਾਈਲ, ਪੁਲ, ਉਸਾਰੀ, ਮਸ਼ੀਨਰੀ, ਪ੍ਰੈਸ਼ਰ ਵੈਸਲ ਅਤੇ ਹੋਰ ਨਿਰਮਾਣ ਉਦਯੋਗਾਂ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
| ਗ੍ਰੇਡ | ਰੈਂਕ | ਰਸਾਇਣਕ ਰਚਨਾ (%) | ||||
| Q215 | C | Mn | Si | S | P | |
| A | 0.09~0.15 | 0.25~0.55 | ≤0.3 | ≤0.05 | ≤0.045 | |
| B | ≤0.045 | |||||
| Q235 | A | 0.14~0.22 | 0.30~0.65 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | 0.12~0.20 | 0.30~0.70 | ≤0.045 | |||
| C | ≤0.18 | 0.35~0.80 | - | ≤0.04 | ≤0.04 | |
| D | ≤0.17 | ≤0.035 | ≤0.035 | |||
| Q255 | A | 0.18~0.28 | 0.40~0.70 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | ≤0.045 | |||||
| Q275 | 0.28~0.38 | 0.50~0.80 | ≤0.35 | ≤0.05 | ≤0.045 | |
ਕਾਰਬਨ ਸਟੀਲ ਇੱਕ ਆਮ ਕਿਸਮ ਦਾ ਸਟੀਲ ਹੈ ਜੋ ਲੋਹੇ ਅਤੇ ਕਾਰਬਨ ਦਾ ਮਿਸ਼ਰਤ ਹੈ।ਇਸ ਵਿੱਚ ਇੱਕ ਉੱਚ ਕਾਰਬਨ ਸਮੱਗਰੀ, ਘੱਟ ਪਿਘਲਣ ਵਾਲੇ ਬਿੰਦੂ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਮੁਕਾਬਲੇ ਜ਼ਿਆਦਾ ਟਿਕਾਊਤਾ ਹੈ।
ਕਾਰਬਨ ਸਟੀਲ ਸਮੁੰਦਰੀ ਢਾਂਚੇ, ਪਾਵਰ ਪਲਾਂਟ, ਆਵਾਜਾਈ, ਰਸਾਇਣਕ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਪੈਟਰੋਲੀਅਮ ਉਤਪਾਦਨ ਅਤੇ ਰਿਫਾਈਨਿੰਗ ਸਮੇਤ ਵੱਡੇ ਪੱਧਰ 'ਤੇ ਉਦਯੋਗਿਕ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਂਦੀ ਇੰਜੀਨੀਅਰਿੰਗ ਅਤੇ ਉਸਾਰੀ ਸਮੱਗਰੀ ਹੈ।

Δ ਗਰਮ ਰੋਲਡ ਸਮੱਗਰੀ ਨੂੰ ਕੋਲਡ ਰੋਲਡ ਐਨੀਲਿੰਗ ਭੱਠੀ ਵਿੱਚ ਐਨੀਲਿੰਗ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਐਸਿਡ ਵਿੱਚ ਪਿਕਲਿੰਗ ਤੋਂ ਬਾਅਦ.
Δ ਸਾਰੇ ਮਿੱਲ ਰੋਲ ਨੂੰ ਪਹਿਲੀ ਸ਼ਿਫਟ ਓਪਰੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਸਹੀ ਚੈਂਫਰਿੰਗ ਨਾਲ ਸ਼ੁੱਧਤਾ ਪੀਸਣ ਵਾਲੀ ਮਸ਼ੀਨ 'ਤੇ ਪੀਸਿਆ ਜਾਂਦਾ ਹੈ।
Δ ਸਾਰੀਆਂ ਸ਼ੀਟਾਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਟੈਂਕਾਂ ਵਿੱਚ ਅਚਾਰਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਡਿਸਪੈਚ ਤੋਂ ਪਹਿਲਾਂ ਸ਼ੀਟਾਂ ਨੂੰ ਬੁਰਸ਼ ਰੋਲ ਮਸ਼ੀਨ 'ਤੇ ਸੁਕਾਇਆ ਜਾਂਦਾ ਹੈ।
Δ ਇਹਨਾਂ ਸ਼ੀਟਾਂ ਨੂੰ ਦੁਬਾਰਾ ਐਨੀਲਿੰਗ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਐਸਿਡ ਵਿੱਚ ਸਿੱਧਾ ਕਰਨ ਅਤੇ ਪਿਕਲਿੰਗ ਲਈ ਸਿੱਧੀ ਮਸ਼ੀਨ ਨੂੰ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਆਕਾਰ ਅਤੇ ਗੁਣਵੱਤਾ ਦੇ ਅਨੁਸਾਰ ਪੈਕਿੰਗ ਲਈ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ।
Δ ਨਿਰੀਖਣ ਵੱਖ-ਵੱਖ ਪੜਾਵਾਂ 'ਤੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਰੋਲਿੰਗ, ਐਨੀਲਿੰਗ, ਪਿਕਲਿੰਗ, ਰਹਿੰਦ-ਖੂੰਹਦ ਦੇ ਇਲਾਜ ਆਦਿ ਦੁਆਰਾ ਸਮੁੱਚੀ ਅੰਦਰੂਨੀ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਸਹੀ ਨਿਯੰਤਰਣ ਰੱਖਣ ਵਾਲੇ ਤਜ਼ਰਬੇ ਵਾਲੇ ਸਟਾਫ ਦੁਆਰਾ।